





雙層壓瓦機操作過程與彩鋼機械設(shè)備安裝使用
雙層壓瓦機由電動機經(jīng)過皮帶輪,帶動輸入軸,,經(jīng)小齒輪,,大齒輪,帶動上軸,,通過一套凸輪機構(gòu)帶動裝有上模的滑動座上下運動,,實現(xiàn)壓瓦。工作臺的轉(zhuǎn)位是由裝于上軸端頭的齒輪組,,傳動撥銷齒輪,,撥動裝于六方轉(zhuǎn)輪軸上的槽輪來實現(xiàn)分度定位,在上軸的兩端各裝有一個與裝在同一軸上與壓制凸輪共軛的回凸輪,,通過定位桿與定位盤實現(xiàn)下模在工作位置的定位,。
雙層壓瓦機左右兩側(cè)機箱內(nèi),安裝有潤滑泵,,機器工作時經(jīng)過,,油管向各摩擦運動部位輸送潤滑油。彩鋼壓瓦機主要由左、頂部機箱蓋,、右機體,、底部連桿、滑動座,、六方轉(zhuǎn)輪,、槽輪機構(gòu)、皮帶輪,、齒輪機構(gòu),、凸輪機構(gòu)、潤滑泵,、油路系統(tǒng),、電控部分等組成。不了解雙層壓瓦機結(jié)構(gòu)和性能及操作規(guī)程者不得開動機器,。嚴禁超過閉合高度進行工作,,即上滑動箱底面至工作各面距離290㎜要求上下模具合模后的高度加上,上下墊板厚底加上瓦坯厚度,,不允許超過290㎜,,制造模具時應(yīng)按此要求進行設(shè)計,以免發(fā)生機床事故,。經(jīng)常注意觀察,,滑動箱體及兩側(cè)機體內(nèi)潤滑油的高度。設(shè)備應(yīng)經(jīng)常擦拭,,保持清潔,。
雙層壓瓦機操作過程介紹:
一、該雙層壓瓦機還具有操作,、維護,、保養(yǎng)以及機械的調(diào)試、模具換容易等優(yōu)點,。雙層壓瓦機左右兩側(cè)機箱內(nèi),,安裝有潤滑泵,機器工作時經(jīng)過,,油管向各摩擦運動部位輸送潤滑油,。
二、雙層壓瓦機采用自動控制軟件,,實現(xiàn)生產(chǎn)信息化管理,。
三、整個機組自動化控制系統(tǒng)采用高集成的網(wǎng)絡(luò),,使自動化系統(tǒng)性能優(yōu)越,。
雙層壓瓦機的操作方法如下:
1,、雙層壓瓦機嚴厲依照操作規(guī)程進行操作。
2,、每次開機前按光滑圖表要求準(zhǔn)時,、定點、定量加光滑油,,油應(yīng)潔凈無沉淀,。
3、機床常常堅持潔凈,,未油漆的局部防銹油脂,。
4、電念頭軸承內(nèi)的光滑漾油要按期改換加注,,并常常反省電器局部任務(wù)能否正常平安牢靠。
5,、按期反修三角皮帶,、手柄、旋鈕,、按鍵能否損壞,,磨損嚴峻的應(yīng)實時改換,并報備件增補,。
6,、按期反修開關(guān)、保險,、手柄,、包管其任務(wù)牢靠。
7,、每天下班前10分鐘,,對機床加油光滑及擦洗潔凈機床。
8,、嚴禁非指定人員操作該雙層壓瓦機,,往常做到人離機停。
彩鋼機械設(shè)備是由放卷機,,成型機,、PLC電腦控制系統(tǒng)、液壓泵站系統(tǒng),、全自動后剪切系統(tǒng)組成,,采用自動控制軟件,實現(xiàn)生產(chǎn)信息化管理,。整個機組自動化控制系統(tǒng)采用高集成的網(wǎng)絡(luò),,使自動化系統(tǒng)性能優(yōu)越,。彩鋼設(shè)備還具有操作、維護,、保養(yǎng)以及機械的調(diào)試,、模具換容易等優(yōu)點。
彩鋼機械設(shè)備結(jié)構(gòu)合理操作方便,,功能,,送料、壓型,、滴膠,、加熱、修邊,、開槽,、切斷而成板材。彩鋼設(shè)備采用低速計量泵,、變頻調(diào)速,、(或無調(diào)速)、電腦控制,,計量準(zhǔn)確,。采用自動控制軟件,實現(xiàn)生產(chǎn)信息化管理,。整個機組自動化控制系統(tǒng)采用高集成的網(wǎng)絡(luò),,使自動化系統(tǒng)性能優(yōu)越。還具有操作,、維護,、保養(yǎng)以及機械的調(diào)試、模具換容易等優(yōu)點,。操作方便,。
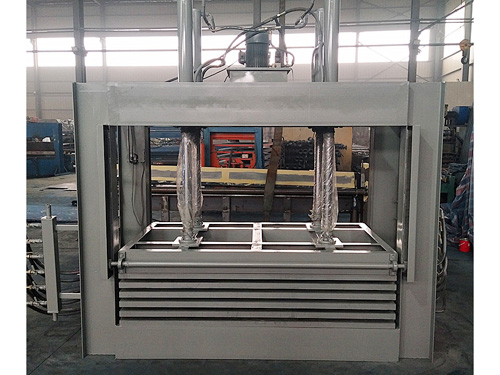
彩鋼機械設(shè)備可單安裝使用,但需人工裝坯,,卸坯,,亦可配置自動裝料架和卸坯機械手與擠出機、切瓦機,,送坯機以及瓦托輸送線等組成彩鋼設(shè)備瓦坯生產(chǎn)流水線,,全部不需要人工進行操作。導(dǎo)向四柱式高速模壓彩瓦設(shè)備:采用多項技術(shù),,主機“機身”無焊接,,全部采用“鑄鋼”打造而成,所以整機不會因"焊接"產(chǎn)生“應(yīng)力”而導(dǎo)致“主機”機身變形,。主機“壓力油缸及主瓦模具”由"導(dǎo)向套"綁定在120毫米"的四根實心導(dǎo)向液壓支柱"上,,“主瓦模具”上下垂直運行,,不會產(chǎn)生垂直偏差,特別對主瓦模具的易損,,起到了的保護,,同時也延長了“主瓦模具”的使用壽命。
彩鋼瓦設(shè)備排和后一排找好對稱點,,然后緊固兩邊鎖母,,在中間轉(zhuǎn)輪的正前、后拉好一條直線,,把上,、下軸的間隙調(diào)整好后,就可順著直線調(diào)整機器,。
其實板跑偏的補救方法是需要我們長期生產(chǎn)和試驗的,,不同的跑偏了方向有著不同的補救方法,但是有一點需要注意就是不管是機械的滾軸還是別的零件都需要兩邊對齊,,只有兩邊對齊才能保持對稱,,產(chǎn)品生產(chǎn)的形狀才會規(guī)整。
